- What is the difference between Hydraulic and Traction elevator?
- What is the difference between with Machine room and MRL (Machine Room Less) elevator?
- What is the difference between hydraulic and MRL (Machine Room Less) elevator?
- What is over speed governor system, how does it work?
- What is AC VVVF drive, how does it help?
- What are the safety measures implemented in passenger elevators?
- What is the difference between freight elevator with drum and freight elevator with counterweight?
- What should be the ideal shaft (lift well size) for residential elevator?
- What is basic maintenance that needs to be done to keep your elevator intact?
- What is the difference between Hydraulic and Traction elevator?
- A tank (the fluid/oil reservoir)
- A pump, powered by an electric motor
- A valve between the cylinder and the tank
- What is the difference between with Machine room and MRL (Machine Room Less) elevator?
- What is the difference between hydraulic and MRL (Machine Room Less) elevator?
- What is over speed governor system, how does it work?
- What is AC VVVF drive, how does it help?
- What are the safety measures implemented in passenger elevators?
- Motor Overload Protection – This feature comes in action to protect motor from excess current which comes due to elevator overloading.
- Emergency alarm.
- ARD (Auto rescue device) – Power failure can happen any time anywhere, which makes the Passenger inside the lift to get panic, if unnoticed for long. Auto Rescue Device does take care of the elevator operation during power failure and moves the elevator, so the passenger gets land to the nearby floor.
- Voltage Protection – This device gives the freedom to choose the lower level and higher level voltage.
- Single Phase Protection – Elevator traction motor is a three phase motor, single phase protection protects the motor in case of any missing phase.
- Reverse Phase Protection – This feature protect motor in case of reverse phase problem.
- Over Speed Protection can be accomplished by the Over Speed Governor which is a mechanical system which comes in action in case of rise in the travelling speed of the cabin due to any following reasons:-
- In case of break failure.
- In case of motor failure.
- In case of gear box failure.
- And even in case of wire rope breaks.
- Emergency Stop Switch – Emergency stop switch is provided in COP to stop the cabin in case of any emergency or in case wrong command executed.
- Final Limit Switch – final limit switch for upper motion comes in action when car doesn’t stop on the extreme top floor, where as final limit switch for downward motion comes in action when car doesn’t stop on the lower most level.
- Buffer – Buffer is provided in the elevator shaft to cure the damage of the cabin or the passenger / material inside the cabin. It gives spring action to the free fall cabin till it get stop this way cabin or the passenger / material inside the cabin will be safe. Elevator Buffer are of following types:-
- Hydraulic buffer
- Spring buffer
- Oil buffer
- Fire Man Switch – A Fireman’s switch is an electrical isolation switch located within a staircase enclosure to permit the disconnection of electrical power supply to the relevant floor or zone served which is very useful in case of fire.
- What is the difference between freight elevator with drum and freight elevator with counterweight?
- What should be the ideal shaft (lift well size) for residential elevator?
- What is basic maintenance that needs to be done to keep your elevator intact?
- Does the elevator operate smoothly and level properly at the floor?
- Do all the call buttons illuminate when pressed?
- Is the elevator machine room and equipment clean, with all parts and lubricants properly stored in metal cabinets?
Ans: Traction elevator is the commonly acknowledged elevator design these days. In traction elevators, the movement of elevator cabin is accomplished with the help of steel ropes. The ropes are attached to the elevator car, and looped around a pulley with grooves around the circumference. The pulley grips the steel ropes, so when a electric motor coupled with a gearbox runs, the pulley attached with gearbox’s output shaft also move in both direction as the motor do thus the ropes looped around the pulley also move downward and upward and cause the movement of the cabin of the Electric traction elevator.
Whereas hydraulic elevator systems lift a cabin using a hydraulic cylinder, a fluid-driven piston mounted inside the cylinder. The cylinder is connected to a power pack. The hydraulic power pack has three main parts:
The pump forces fluid from the tank into the cylinder. When the valve is open, the fluid which was pressurized to fill in the cylinder will return to the fluid tank. But when the valve is closed, the pressurized fluid has to be filled into the cylinder. As the fluid stores in the cylinder, it pushes the piston up, and thus lift the elevator cabin.
| Traction Elevator | Hydraulic Elevator |
|---|---|
| Low power consumption | Use more power compare to traction elevator |
| Perfect solution for high rise buildings | Suitable only up to midrise buildings |
| Guiderails are aligned along the walls | No load on building structure |
| Moderate cost | Low cost |
| Take more time in installation | Require lesser time for the installation |
| No need to drill a hole in the ground | In with hole type a hole need to be drilled in ground |
| Require periodic maintenance |
Ans: In with machine room elevators all the counterparts are installed and adjusted in conventional way. In electric traction elevators, the movement of elevator cabin is accomplished with the help of steel ropes. The ropes are attached to the elevator car, and looped around a pulley with grooves around the circumference. The pulley grips the steel ropes, so when a electric motor coupled with a gearbox runs, the pulley attached with gearbox’s output shaft also move in both direction as the motor do thus the ropes looped around the pulley also move downward and upward and cause the movement of the cabin of the Electric traction elevator.
In with machine room applications electric machine and the main control panel are fixed in a machine room which is constructed on top of the elevator shaft. Where as in without machine room elevator application all the parts are fixed and adjusted in elevator shaft inside. Thus save construction area and properly utilize the elevator shaft and space. Traditionally machine-room-less elevator is the result of technological advancements that often allow a significant reduction in the size of the electric motors used with traction equipment. These newly designed Permanent Magnet Motors (PMM) allow the manufacturers to locate the machines in the hoist-way overhead, thus eliminates the need for a machine room over the hoist-way. This design has been utilized all over the world for at least more than a decade and is becoming the standard product for low to midrise buildings.
In the past few years the elevator manufacturers have overcome the barriers to accept the MRL product. Many elevator manufacturers are now making their versions of the MRL, and the product offering has been expanded to various another type of machine room less applications. These days with the help of technical diversification geared machines are also used along with gearless machines in machine room less elevators.
| With machine room | Without machine room( MRL) |
|---|---|
| Conventional in design. | Save more space for construction |
| Easy to maintain. | Save energy |
| Can work on faster speed | Run faster than hydraulic |
| Low cost | Use no oil |
| Easy to install | Moderate cost |
Ans:
| Hydraulic Elevator | MRL( machine room less) Elevator |
|---|---|
| Use more power compare to traction elevator. | No need of machine room. |
| Suitable only up to low rise buildings. | Save up to 40-60% energy compare to hydraulic elevators. |
| No load on building structure. | All the parts are fixed inside the elevator shaft only. |
| Low cost. | No need to drill a hole in the ground. |
| Require lesser time for the installation. | Mainly used in passenger elevator. |
| In with hole type a hole need to be drilled in ground. | Need more time for installation |
| Application includes passenger, freight, and car elevator as well. | Moderate cost. |
| Easy to maintain. | Can operate on faster speed than hydraulic. |
| Need a small machine room. | Save more space for construction use. |
Ans: Over speed governor is mechanical system which comes in action when the elevator moves too fast. Most governor systems are built around a sheave positioned at the top of the elevator shaft. The governor rope is looped around the governor sheave and another weighted sheave at the bottom of the shaft (lift well). The rope is also connected to the elevator car, so it moves when the car goes up or down. As the car speeds up, so does the governor.
In this System governor sheave is outfitted with two hooked flyweights (weighted metal arms) that pivot on pins. The flyweights are attached in such a way that they can swing freely back and forth on the governor. But most of the time, they are kept in position by a high-tension spring.
As the rotary movement of the governor builds up, centrifugal force moves the flyweights outward, pushing against the spring. If the elevator car falls fast enough, the centrifugal force will be strong enough to push the ends of the flyweights all the way to the outer edges of the governor. Spinning in this position, the hooked ends of the flyweights catch hold of ratchets mounted to a stationary cylinder surrounding the sheave. This works to stop the governor.
The governor ropes are connected to the elevator car via a movable actuator arm attached to a lever linkage. When the governor ropes can move freely, the arm stays in the same position relative to the elevator car (it is held in place by tension springs). But when the governor sheave locks itself, the governor ropes jerk the actuator arm up. This moves the lever linkage, which operates the brakes.
In this design, the linkage pulls up on a wedge-shaped safety, which sits in a stationary wedge guide. As the wedge moves up, it is pushed into the guide rails by the slanted surface of the guide. This gradually brings the elevator car to a stop.
Ans: (VVVF) Drive is a system for controlling the rotational speed of an electric motor by controlling the voltages of the electrical power supplied to the motor. When an induction motor is connected to a full voltage supply, it draws several times (up to about 6 times) its rated current. As the load accelerates, the available torque usually drops a little and then rises to a peak while the current remains very high until the motor approaches full speed.
By contrast, when a VFD starts a motor, it initially applies a low frequency and voltage to the motor. The starting frequency is typically 2 Hz or less. Thus starting at such a low frequency avoids the high inrush current that occurs when a motor is started by simply applying the utility (mains) voltage by turning on a switch. After the start of the VFD, the applied frequency and voltage are increased at a controlled rate or ramped up to accelerate the load without drawing excessive current. This starting method typically allows a motor to develop 150% of its rated torque while the VFD is drawing less than 50% of its rated current from the mains in the low speed range. A VFD can be adjusted to produce a steady 150% starting torque from standstill right up to full speed. Note, however, that cooling of the motor is usually not good in the low speed range.
Ans: As compared to freight elevator in case of passenger elevators safety measures are more crucial and mandatory. Basically following measures should be there in a passenger elevator:
In any of the above mention incident, lift will never fell down, it will stop where it is because mechanical break holds the Guide T and it will be stopped inside the shaft and passenger or the material will be safe in any circumstances.
Selection of the buffer depends upon the size of the cabin, capacity, speed, travelling height of the elevator.
Ans: Most freight elevators are designed to carry heavy material in between floors in simple goods elevator free fall safety is not available in any circumstance where as in case of counter weight elevator counter weight is provided to balance the cabin and free-fall safety is there with help of governor system. In simple goods lift, lifting speed is less than counter weight goods lift. Operating costs are also less as compared to freight elevator with drum.
| Freight elevator with drum | Freight elevator with counter weight |
|---|---|
| Low cost | Moderate cost. |
| No counterweights are provided for balancing. | Counterweights are provided for balancing. |
| Over speed governor is not installed. | Over speed governor is installed for free fall safety. |
| Provide more useable space for cabin. | Low operating cost. |
| Easy to installed. | Less maintenance periods. |
Ans: Residential elevator is meant to serve a particular house’s vertical transportation needs. When somebody plans about an elevator for his house the crucial and important aspect that he needs to take care is proper and sufficient hoist-way size as per need. In common circumstances shaft sizes for residential elevator are given below in the table:
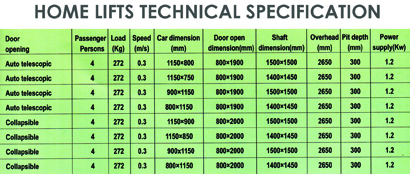
Home Lift Specification
Ans: First thing that needs to be done regularly is inspection, below given details shall be checked by the person who is using elevator whether for residential or for commercial purpose.
Inspection – To verify the appropriateness of the maintenance control plan for any given unit or building, it is necessary for facilities personnel to routinely tour the elevator machine rooms and ride the elevator cars. During these routine reviews, it is essential that the personnel notes the following:
Maintenance – Regardless of the type of maintenance contract, or whether maintenance is performed by in-house personnel, maintenance can be broken into four general areas: housekeeping, lubrication, replacement or repair of worn components, and adjustments. These areas sometimes overlap but are sufficiently independent to allow separate evaluation.
Housekeeping – Housekeeping requires approximately more than percent of the total time spent maintaining equipment. Although this may seem excessive for simply cleaning, it is time well spent. If the environment is kept clean, the fire hazard (especially in hoist ways and pits) is reduced. Potential troubles and worn components are often detected during routine cleaning operations. Dirt is a major cause of malfunctions; a speck of dust between relay contacts can cause an elevator or escalator to be out of service. Finally, a clean environment makes routine inspection and maintenance easier.
Lubrication – Lubrication requires approximately 15 percent of the total time spent maintaining equipment. As with any mechanical equipment, proper lubrication minimizes wear, ensures proper operation, and maximizes the trouble-free life of components.
Replacement or Repair – Replacement or repair of worn components represents approximately 15 percent of the time spent in maintenance. By detecting and replacing worn components, it is possible to prevent or minimize malfunctions and unscheduled shutdowns. Systematic repair and replacement of components ensures optimum useful life of the equipment.
Adjustments – Adjustments require approximately 10 percent of the total maintenance time. Proper timely adjustment keeps the equipment working smoothly and quietly while optimizing performance.